
essai post-processeur 5 axes table-table broche verticale - fanuc
2 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2
post processeur simplifie suite
par bruno18100 Mer 24 Avr 2013 - 1:17
dans "Module_PP_5AX", supprimer la 1ere ligne:
Attribute VB_Name = "Module_PP_5AX"
ensuite, dans "PostPro_5AX", editer la 1ere ligne:
Const urlaptsource As String = "C:\Users\user\Documents\pp5axesV2\prismatique.aptsource"
en indiquant votre fichier aptsource a traiter avec le chemin complet !
"prismatique.aptsource" si vous avez enregistrer l'exemple cite plus haut avec ce nom.
pour executer, faire Outils > Macro > Macros..., puis selectionner "PostPro_5AX", et "executer".
Attribute VB_Name = "Module_PP_5AX"
ensuite, dans "PostPro_5AX", editer la 1ere ligne:
Const urlaptsource As String = "C:\Users\user\Documents\pp5axesV2\prismatique.aptsource"
en indiquant votre fichier aptsource a traiter avec le chemin complet !
"prismatique.aptsource" si vous avez enregistrer l'exemple cite plus haut avec ce nom.
pour executer, faire Outils > Macro > Macros..., puis selectionner "PostPro_5AX", et "executer".
bruno18100- actif

- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
informations utiles
par bruno18100 Jeu 30 Mai 2013 - 0:01
bonjour,
la version de Visual basic est la 6.5
il faut créer une nouvelle bibliothèque de type "projets vba"
catia v5r19 installation par default
voila
la version de Visual basic est la 6.5
il faut créer une nouvelle bibliothèque de type "projets vba"
catia v5r19 installation par default
voila
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
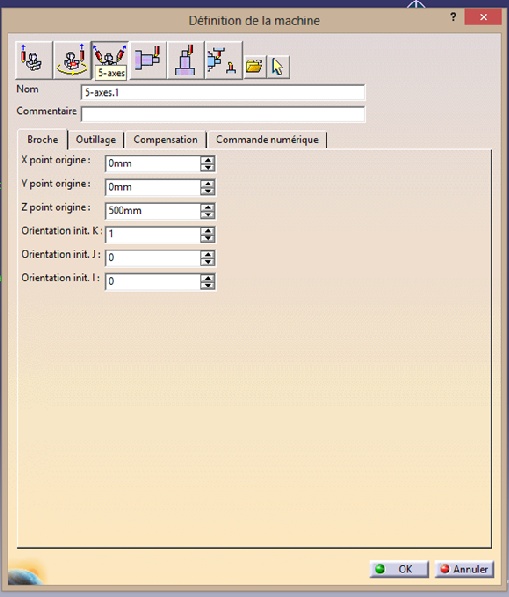
machine generique 5 axes a declarer sous catia
par bruno18100 Dim 2 Juin 2013 - 1:29
bonjour
installation du fichier pptableFanucV1.pptable
allez sous le répertoire suivant (pour catia V5R19, installation par défault, windows 7):
C:\Program Files (x86)\Dassault Systemes\B19\intel_a\startup\Manufacturing\PPTables
copier le fichier avec les droits administrateur, il doit être lisible pour votre compte.
j'insiste, il y a autant de type de sortie aptsource qu'il y a de pptable,
c'est pourquoi il est absolument nécessaire de l'installer et de la sélectionner dans le prog catia.
sinon vous aurez une erreur avec mon postpro presque a coup sure !
!
installation du fichier pptableFanucV1.pptable
allez sous le répertoire suivant (pour catia V5R19, installation par défault, windows 7):
C:\Program Files (x86)\Dassault Systemes\B19\intel_a\startup\Manufacturing\PPTables
copier le fichier avec les droits administrateur, il doit être lisible pour votre compte.
j'insiste, il y a autant de type de sortie aptsource qu'il y a de pptable,
c'est pourquoi il est absolument nécessaire de l'installer et de la sélectionner dans le prog catia.
sinon vous aurez une erreur avec mon postpro presque a coup sure
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
la pptable
par bruno18100 Dim 2 Juin 2013 - 1:32
- Code:
/
*START_MAJOR_WORDS_WITHOUT_PARAMETERS
DELAY , 1010,DRAWLI , 17,DRESS , 8,END , 1,
FACEML , 22,GOCLER , 16,GOHOME , 14,ISTOP , 4,
LOCKX , 21,OPSTOP , 3,PENDWN , 12,PENUP , 11,
PICKUP , 9,PROBX , 19,PROBY , 18,RAPID , 5,
RESET , 15,RETRCT , 7,REWIND , 1006,STOP , 2,
SWITCH , 6,ULOCKX , 20,UNLOAD , 10,ZERO , 13
*END
/
*START_MAJOR_WORDS_WITH_TEXT
INSERT , 1046,PARTNO , 1045,PPRINT , 1044
*END
/
*START_MAJOR_WORDS_WITH_PARAMETERS
AIR , 1011,ARCSLP , 1029,ASLOPE , 1053,AUXFUN , 1022,
BREAK , 1083,CAMERA , 1047,CHECK , 1023,CLAMP , 1060,
CLEARP , 1004,CLRSRF , 1057,COOLNT , 1030,CORNFD , 1067,
COUPLE , 1049,CUTCOM , 1007,CYCLE , 1054,DELAY , 1010,
DISPLY , 1021,DRAFT , 1059,FEDRAT , 1009,HEAD , 1002,
IFRO , 1032,INTCOD , 1020,LEADER , 1013,LETTER , 1043,
LINTOL , 1073,LOADTL , 1055,LPRINT , 1065,MACHIN , 1015,
MAGTAP , 1072,MAXDPM , 1062,MAXVEL , 1064,MCHFIN , 1018,
MCHTOL , 1016,MDEND , 1052,MDWRIT , 1051,MODE , 1003,
MOVETO , 1066,OPSKIP , 1012,ORIGIN , 1027,OVPLOT , 1042,
PBS , 1068,PITCH , 1050,PIVOTZ , 1017,PLABEL , 1061,
PLOT , 1041,PLUNGE , 1001,POSMAP , 1034,POSTN , 1024,
PPLOT , 1014,PREFUN , 1048,REGBRK , 1069,REVERS , 1008,
REWIND , 1006,ROTHED , 1035,SAFETY , 1028,SECTN3 , 1082,
SELCTL , 1056,SEQNO , 1019,SLOWDN , 1063,SPINDL , 1031,
THREAD , 1036,TMARK , 1005,TOOLNO , 1025,TPRINT , 1075,
TRANS , 1037,TURRET , 1033,VTLAXS , 1070,WCORN , 1071
*END
/
*START_MINOR_WORDS
3PT2SL , 43,4PT1SL , 44,5PT , 45,AAXIS , 140,
ADJUST , 159,ALL , 51,ANGLE , 236,ANTSPI , 176,
ARC , 87,AT , 175,ATANGL , 1,AUTO , 88,
AVOID , 173,AXIS , 84,BAXIS , 141,BCD , 165,
BINARY , 164,BISECT , 230,BLACK , 130,BLUE , 133,
BORE , 82,BOREOS , 214,BOTH , 83,BRKCHP , 206,
CAM , 169,CAXIS , 142,CBORE , 213,CCLW , 59,
CENTER , 2,CHORD , 237,CHUCK , 138,CIRCUL , 75,
CIRLIN , 126,CLEARV , 205,CLW , 60,CNSINK , 211,
COLLET , 139,COMBIN , 238,CONST , 64,CROSS , 3,
CRSSPL , 204,CSINK , 255,CURSEG , 209,CUTANG , 160,
DARK , 137,DASH , 124,DECR , 65,DEEP , 153,
DEEPHL , 207,DEPTHV , 201,DIAMTR , 203,DITTO , 127,
DOTTED , 125,DOWN , 113,DRILL , 163,DWELL , 279,
DWELLV , 208,DWL , 253,ENDARC , 58,FACE , 81,
FEED , 248,FLOOD , 89,FLOW , 239,FOURPT , 101,
FRONT , 148,FULL , 147,FUNOFY , 4,GAPLES , 180,
GENCUR , 240,GREEN , 132,HIGH , 62,HOLDER , 157,
IN , 48,INCR , 66,INTENS , 134,INTERC , 46,
INTGRV , 221,INTOF , 5,INVERS , 6,KEYBOR , 217,
LARGE , 7,LAST , 52,LATER , 252,LEFT , 8,
LENGTH , 9,LIGHT , 100,LIMIT , 207,LINCIR , 95,
LINEAR , 76,LITE , 135,LOCK , 114,LOW , 63,
MAIN , 93,MANUAL , 158,MAXRPM , 79,MED , 136,
MEDIUM , 61,MILL , 151,MINUS , 10,MIRROR , 56,
MIST , 90,MMPM , 171,MMPR , 172,MODIFY , 55,
MULTRD , 119,MXMMPM , 177,NEGX , 11,NEGY , 12,
NEGZ , 13,NEXT , 162,NIXIE , 99,NOMORE , 53,
NORMAL , 111,NOTE , 181,NOW , 161,NOX , 14,
NOY , 15,NOZ , 16,OFF , 72,OMIT , 172,
ON , 71,OPEN , 50,OPTION , 144,ORIENT , 246,
OUT , 49,PARAB , 77,PARAM , 241,PARLEL , 17,
PART , 166,PAST , 70,PEN , 128,PERPTO , 18,
PERSP , 67,PILOTD , 224,PLUS , 19,PNTVEC , 200,
POSX , 20,POSY , 21,POSZ , 22,PTNORM , 104,
PTSLOP , 103,PULBOR , 218,PULFAC , 223,QUILL , 287,
RADIUS , 23,RAIL , 93,RANDOM , 174,RANGE , 145,
REAM , 167,REAMA , 219,REAR , 149,RED , 131,
RETAIN , 171,REV , 97,REVOLV , 208,RIGHT , 24,
ROTREF , 68,RPM , 78,RTHETA , 106,RULED , 210,
SADDLE , 150,SAME , 54,SCALE , 25,SCRIBE , 129,
SEG , 242,SETANG , 156,SETOOL , 155,SFM , 115,
SIDE , 94,SLOPE , 47,SMALL , 26,SMESH , 243,
SOLID , 123,SPDRL , 210,SPECDP , 202,SPEED , 249,
SPLINE , 105,SPMIL , 212,START , 57,STEP , 92,
TANON , 109,TANTO , 27,TAP , 168,TAPKUL , 91,
THETAR , 107,THRU , 152,TIMES , 28,TO , 69,
TPMM , 178,TRANSL , 29,TRAV , 154,TRFORM , 110,
TRYBOR , 215,TRYBOS , 216,TURN , 80,TWOPT , 102,
TYPE , 98,UAXIS , 227,UNIT , 30,UP , 112,
VAXIS , 228,WAXIS , 229,WDEFAC , 222,WEIGHT , 206,
XAXIS , 84,XCOORD , 116,XLARGE , 31,XSMALL , 32,
XYOF , 209,XYPLAN , 33,XYROT , 34,XYVIEW , 120,
XYZ , 108,YAXIS , 85,YCOORD , 117,YLARGE , 35,
YSMALL , 36,YZPLAN , 37,YZROT , 38,YZVIEW , 121,
ZAXIS , 86,ZCOORD , 118,ZIGZAG , 170,ZLARGE , 39,
ZSMALL , 40,ZXPLAN , 41,ZXROT , 42,ZXVIEW , 122,
NORMDS , 707,NORMPS , 708
*END
/
*START_SYNTAXES
COOLNT/(ON,OFF,FLOOD,MIST,TAPKUL)
CUTCOM/&LEFT
CUTCOM/&LEFT,&47,&.500,&61,&60
CUTCOM/&LEFT,&47,&.500,&61,&62
CUTCOM/&OFF
CUTCOM/&OFF,&47,&.500
CUTCOM/&RIGHT
CUTCOM/(ON,OFF,LEFT,RIGHT),(XYPLAN,YZPLAN,ZXPLAN)
CUTCOM/(ON,OFF,LEFT,RIGHT),LENGTH,&LVAL
CUTCOM/(ON,OFF,LEFT,RIGHT),RADIUS,&RVAL
CUTCOM/(ON,OFF,LEFT,RIGHT),XCOORD,&XVAL,YCOORD,&YVAL,ZCOORD,&ZVAL
SPINDL/(LEFT,RIGHT),XYPLAN
SPINDL/(ON,OFF,LOCK)
SPINDL/OFF
SPINDL/RPM,&VITES
SPINDL/RPM,&VITES,(CLW,CCLW)
*END
/
*START_NC_COMMAND NC_HELICAL_INTERPOLATION
*START_SEQUENCE
HELICAL/%MFG_HELICAL_X_CENTER,%MFG_HELICAL_Y_CENTER,%MFG_HELICAL_Z_CENTER,$
%MFG_HELICAL_INDIRV_I,%MFG_HELICAL_INDIRV_J,%MFG_HELICAL_INDIRV_K,$
%MFG_HELICAL_I_AXIS,%MFG_HELICAL_J_AXIS,%MFG_HELICAL_K_AXIS,$
%MFG_HELICAL_PITCH,%MFG_HELICAL_RADIUS,%MFG_HELICAL_ANGLE,%MFG_HELICAL_HEIGHT,$
%MFG_HELICAL_ROUND,$
%MFG_HELICAL_X_END,%MFG_HELICAL_Y_END,%MFG_HELICAL_Z_END
*END
*END
/
*START_NC_COMMAND NC_DELAY
DELAY/%MFG_DELAY_VALUE,&MFG_DELAY_UNIT
*END
/
*START_NC_COMMAND NC_FEEDRATE
*START_LIST MFG_FEED_UNIT
MMPM ,MMPR
*END
FEDRAT/%MFG_FEED_VALUE,&MFG_FEED_UNIT
*END
/
*START_NC_COMMAND NC_SPINDLE_START
*START_LIST MFG_SPNDL_UNIT
RPM ,SMM
*END
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT,&MFG_SPNDL_WAY
*END
/
*START_NC_COMMAND NC_SPINDLE_LATHE
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT
*END
/
*START_NC_COMMAND NC_CHANGE_REF_PT
SWITCH/%MFG_QUADRANT
*END
/
*START_NC_COMMAND NC_SPINDLE_LOCK
SPINDL/LOCK
*END
/
*START_NC_COMMAND NC_SPINDLE_OFF
SPINDL/OFF
*END
/
*START_NC_COMMAND NC_SPINDLE
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT,&MFG_SPNDL_WAY
*END
/
*START_NC_COMMAND NC_CUTCOM_ON
CUTCOM/ON
*END
/
*START_NC_COMMAND NC_CUTCOM_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_CUTCOM_LEFT
CUTCOM/LEFT
*END
/
*START_NC_COMMAND NC_CUTCOM_RIGHT
CUTCOM/RIGHT
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMDS_ON
CUTCOM/SAME, NORMDS
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMDS_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMPS_ON
CUTCOM/NORMPS
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMPS_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_THREAD_TURN
THREAD/TURN
*END
/
*START_NC_COMMAND NC_THREAD_TURN_OFF
THREAD/OFF
*END
/
*START_NC_COMMAND NC_PITCH
PITCH/%MFG_THREAD_PITCH
*END
/
*START_NC_COMMAND NC_SPINDLE_ON
SPINDL/ON
*END
/
*START_NC_COMMAND NC_COMMENT
%MFG_MO_COMMENT
*END
/
*START_NC_COMMAND NC_COMPENSATION
*END
/
*START_NC_INSTRUCTION NC_HEAD_ROTATION
*START_SEQUENCE
CLAMP/OFF
ROTHED/%MFG_ABC_AXIS,%MFG_AMOUNT_ROT,%MFG_DIR_OF_ROT
CLAMP/ON
*END
*END
/
*START_NC_INSTRUCTION NC_TABLE_ROTATION
*START_SEQUENCE
CLAMP/OFF
ROTABL/%MFG_ABC_AXIS,%MFG_AMOUNT_ROT,%MFG_DIR_OF_ROT
CLAMP/ON
*END
*END
/
*START_NC_COMMAND NC_MACHINING_AXIS
*START_SEQUENCE
$$*CATIA0
$$ %MFG_NCAXIS_IDENTIFIER
$$ %MFG_NCAXIS_X_VECX %MFG_NCAXIS_X_VECY %MFG_NCAXIS_X_VECZ %MFG_NCAXIS_X_ORIG
$$ %MFG_NCAXIS_Y_VECX %MFG_NCAXIS_Y_VECY %MFG_NCAXIS_Y_VECZ %MFG_NCAXIS_Y_ORIG
$$ %MFG_NCAXIS_Z_VECX %MFG_NCAXIS_Z_VECY %MFG_NCAXIS_Z_VECZ %MFG_NCAXIS_Z_ORIG
CATMAT/%MFG_NCAXIS_X_VECX,%MFG_NCAXIS_X_VECY,%MFG_NCAXIS_X_VECZ,%MFG_NCAXIS_Y_VECX,%MFG_NCAXIS_Y_VECY,%MFG_NCAXIS_Y_VECZ,%MFG_NCAXIS_Z_VECX,%MFG_NCAXIS_Z_VECY,%MFG_NCAXIS_Z_VECZ,%MFG_NCAXIS_X_ORIG,%MFG_NCAXIS_Y_ORIG,%MFG_NCAXIS_Z_ORIG,%MFG_NCAXIS_IDENTIFIER
*END
*END
/
*START_NC_INSTRUCTION NC_ORIGIN
*START_SEQUENCE
ORIGIN/TYPE,%MFG_ORIGIN_NUMBER
*END
*END
/
*START_NC_INSTRUCTION NC_TOOL_CHANGE
*START_SEQUENCE
COOLNT/OFF
LOADTL/%MFG_TOOL_NUMBER
PPRINT %MFG_TOOL_NAME
COOLNT/%MFG_COOLNT_SNTX
RAPID
*END
*END
/
*START_NC_INSTRUCTION NC_TOOL_CHANGE_LATHE
*START_SEQUENCE
TOOLNO/%MFG_TOOL_NUMBER,TURN
*END
*END
/
*START_NC_COMMAND NC_MULTAX_ON
MULTAX/ON
*END
/
*START_NC_COMMAND NC_MULTAX_OFF
MULTAX/OFF
*END
/
*START_NC_INSTRUCTION NC_START_MACRO
*START_SEQUENCE
$$ PPTABLE: pptableFanucV1.pptable
$$ PARTNO %MFG_PROGRAM_NAME
$$ PROGRAM. %MFG_IDENTIFIER
$$ MACHINE. %MFG_MACHINE_NAME
$$ CATPROCESS. %MFG_MODEL_NAME
$$ CATPRODUCT. %MFG_PRODUCT_NAME
*END
*END
/
*START_NC_INSTRUCTION NC_END_MACRO
*START_SEQUENCE
*END
*END
/
*START_NC_INSTRUCTION NC_BORING_SPINDLE_STOP
*START_SEQUENCE
CYCLE/LOCK,%MFG_TOTAL_DEPTH*-1,%MFG_LIFT_DIST,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BORING_AND_CHAMFERING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_DEEPHOLE
*START_SEQUENCE
CYCLE/DEEP,%MFG_TOTAL_DEPTH*-1,%MFG_AXIAL_DEPTH,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_TAPPING
*START_SEQUENCE
CYCLE/TAP,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_THREAD_WITHOUT_TAP_HEAD
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_REVERSE_THREADING
*START_SEQUENCE
CYCLE/INVERS,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BORING
*START_SEQUENCE
CYCLE/THRU,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_COUNTERBORING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_COUNTERSINKING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_DRILLING_DWELL_DELAY
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BREAK_CHIPS
*START_SEQUENCE
CYCLE/BRKCHP,%MFG_TOTAL_DEPTH*-1,%MFG_AXIAL_DEPTH,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_REAMING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_SPOT_DRILLING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_DRILLING
*START_SEQUENCE
CYCLE/DRILL,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_TWO_SIDES_CHAMFERING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_BACK_BORING
*START_SEQUENCE
CYCLE/STEP,%MFG_TOTAL_DEPTH*-1,%MFG_LIFT_DIST,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_T_SLOTTING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_CIRCULAR_MILLING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_THREAD_MILLING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_LATHE_THREADING
*START_SEQUENCE
PPRINT PAS DE CYCLE SUR FANUC
*END
*END
/
*START_NC_COMMAND NC_SYNCHRONISATION
PPRINT PAS DE CYCLE SUR FANUC
*END
/
*START_NC_COMMAND NC_AXIS_MOVE
MOVE,%MFG_NCAXIS_NAME,%MFG_AXIS_POSITION
*END
/
*START_NC_COMMAND NC_AXIS_LOCK
CLAMP/%MFG_AXIS_LOCK_STATUS,%MFG_NCAXIS_NAME
*END
/
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon

bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
config machine 3
par bruno18100 Dim 2 Juin 2013 - 1:50

voila, je pense que je n ai rien oublie.
n'oubliez pas de sélectionner la pptable, et de définir le type de format cn (x,y,z,i,j,k) !
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon


bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
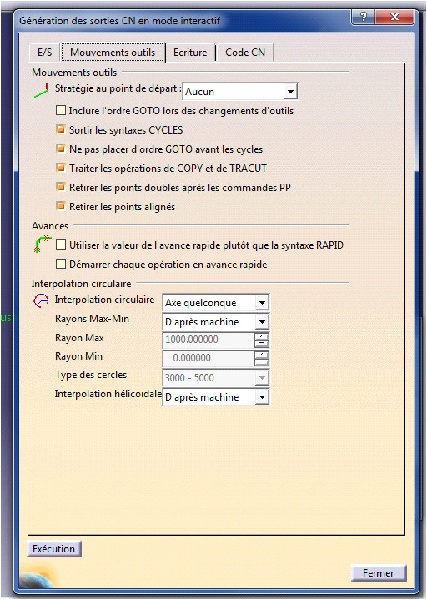
point important sur la sortie APT
par bruno18100 Dim 2 Juin 2013 - 1:59
précisez I,J,K comme sur la derniere image
Bonne chance!
Bonne chance
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
autres points
par bruno18100 Lun 3 Juin 2013 - 0:21
bonjours
pour la sortie apt d'un programme, préciser dans l'interpolation circulaire: axe quelconque
au debut de votre programme catia, insérer les mots apt:
PARTNO 1234 pour le numéro de fichier iso 1234.tap
PIVOTZ/2,px,py,pz décalage entre l'axe A et C ou
px=0,
py votre valeur suivant Y,
pz votre valeur suivant Z
pour ma machine, par example: PIVOTZ/2,0,-0.04,-100.07
cela est très important pour le calcul 5 axes
pour le lamage helicoidal, ne pas cocher "Syntaxe de Cycle" dans la déclaration du cycle catia
pour la sortie apt d'un programme, préciser dans l'interpolation circulaire: axe quelconque
au debut de votre programme catia, insérer les mots apt:
PARTNO 1234 pour le numéro de fichier iso 1234.tap
PIVOTZ/2,px,py,pz décalage entre l'axe A et C ou
px=0,
py votre valeur suivant Y,
pz votre valeur suivant Z
pour ma machine, par example: PIVOTZ/2,0,-0.04,-100.07
cela est très important pour le calcul 5 axes
pour le lamage helicoidal, ne pas cocher "Syntaxe de Cycle" dans la déclaration du cycle catia
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
PIVOTZ
par bruno18100 Dim 21 Juil 2013 - 0:26
Bonjour,
je reviens sur le PIVOTZ:
c'est la distance dans le plan YZ de l'axe A vers l'origine de votre 1er repère d'usinage,
qui doit être sur l'axe C du diviseur 5eme axe
si vous placez votre 1er repère d'usinage sur le centre plateau et dessus plateau
de votre diviseur, c'est la distance machine Y et Z de l'axe A du berceau
a l'axe du diviseur (Y) et dessus plateau (Z).
a A0 C0 l'axe du diviseur est suivant Z (parallèle a l'axe de la broche).
vous pouvez ensuite programmer:
REVERS/ON
pour activer le G68.2
et faire des changements de repères d'usinage en cours de programme
insertion > fonctions auxiliaires > changement repère d'usinage.
je reviens sur le PIVOTZ:
c'est la distance dans le plan YZ de l'axe A vers l'origine de votre 1er repère d'usinage,
qui doit être sur l'axe C du diviseur 5eme axe
si vous placez votre 1er repère d'usinage sur le centre plateau et dessus plateau
de votre diviseur, c'est la distance machine Y et Z de l'axe A du berceau
a l'axe du diviseur (Y) et dessus plateau (Z).
a A0 C0 l'axe du diviseur est suivant Z (parallèle a l'axe de la broche).
vous pouvez ensuite programmer:
REVERS/ON
pour activer le G68.2
et faire des changements de repères d'usinage en cours de programme
insertion > fonctions auxiliaires > changement repère d'usinage.
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
erreur dernier message
par bruno18100 Dim 21 Juil 2013 - 2:04
pour le pivotz, c'est l'inverse:
distance du repère d'usinage à l'axe A dans le plan YZ, ( C vers A )
ne pas faire de changement de repère d'usinage en cours de programmation,
je crois que le calcul n'est pas bon, a voir.
distance du repère d'usinage à l'axe A dans le plan YZ, ( C vers A )
ne pas faire de changement de repère d'usinage en cours de programmation,
je crois que le calcul n'est pas bon, a voir.
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
ce que vous pouvez faire aussi
par bruno18100 Jeu 1 Aoû 2013 - 2:59
bonjour,
placez votre 1er repere d'usinage de votre programme catia sur l'axe A de la machine,
l'origine dans le plan YZ machine passant par le centre du diviseur.
vous placez en debut de programme catia, les instructions PP suivantes:
PARTNO 1234
PIVOTZ/2,0,0,0 (on est sur l'axe A)
REVERS/ON (pour le G68.2)
ensuite, vous pouvez changer de repere d'usinage en cours de programme,
la ligne du G68.2 sera mise a jour, et vous aurez vos coordonnees en locales
ca devrait marcher
nota: bien sure, cela n'est utile que en 5 axes positionnes.
placez votre 1er repere d'usinage de votre programme catia sur l'axe A de la machine,
l'origine dans le plan YZ machine passant par le centre du diviseur.
vous placez en debut de programme catia, les instructions PP suivantes:
PARTNO 1234
PIVOTZ/2,0,0,0 (on est sur l'axe A)
REVERS/ON (pour le G68.2)
ensuite, vous pouvez changer de repere d'usinage en cours de programme,
la ligne du G68.2 sera mise a jour, et vous aurez vos coordonnees en locales
ca devrait marcher
nota: bien sure, cela n'est utile que en 5 axes positionnes.
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
Information
par bruno18100 Dim 13 Oct 2013 - 19:09
bonjour,
un detail important sous catia:
il vous faut selectionner Outils > Options...
puis dans l'arbre, choisir Usinage,
l'onglet Sortie
a la ligne: Postprocesseur et dossier de l'emulateur de controleur,
selectionnez Aucun
Voila, j'espere que cela vous seras utile, si vous ne l'avez pas deja fait !
un detail important sous catia:
il vous faut selectionner Outils > Options...
puis dans l'arbre, choisir Usinage,
l'onglet Sortie
a la ligne: Postprocesseur et dossier de l'emulateur de controleur,
selectionnez Aucun
Voila, j'espere que cela vous seras utile, si vous ne l'avez pas deja fait !
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
controle validite fichier aptsource
par bruno18100 Jeu 21 Nov 2013 - 21:08
bonjour,
pour faire un contrôle rapide du fichier aptsource que vous générez:
1) vous devez trouver ma signature,
$$ PPTABLE: pptableFanucV1.pptable
2) les instructions GOTO doivent avoir 6 valeurs,
exemple
GOTO / 75.56838, 570.53982, 1188.30572, 0.000000, 0.000000, 1.000000
voila
pour faire un contrôle rapide du fichier aptsource que vous générez:
1) vous devez trouver ma signature,
$$ PPTABLE: pptableFanucV1.pptable
2) les instructions GOTO doivent avoir 6 valeurs,
exemple
GOTO / 75.56838, 570.53982, 1188.30572, 0.000000, 0.000000, 1.000000
voila
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
Nouvelle pptable
par bruno18100 Sam 5 Avr 2014 - 22:10
Bonjour,
ci-joint, une nouvelle table de mots post processeur, elle vous permettra:
Phase d'usinage > Table de mots postprocesseur -> pptableFanucV101.pptable
et Type de format CN -> Point (X,Y,Z)
Voila
ci-joint, une nouvelle table de mots post processeur, elle vous permettra:
Phase d'usinage > Table de mots postprocesseur -> pptableFanucV101.pptable
et Type de format CN -> Point (X,Y,Z)
Voila
- Code:
/
*START_MAJOR_WORDS_WITHOUT_PARAMETERS
DELAY , 1010,DRAWLI , 17,DRESS , 8,END , 1,
FACEML , 22,GOCLER , 16,GOHOME , 14,ISTOP , 4,
LOCKX , 21,OPSTOP , 3,PENDWN , 12,PENUP , 11,
PICKUP , 9,PROBX , 19,PROBY , 18,RAPID , 5,
RESET , 15,RETRCT , 7,REWIND , 1006,STOP , 2,
SWITCH , 6,ULOCKX , 20,UNLOAD , 10,ZERO , 13
*END
/
*START_MAJOR_WORDS_WITH_TEXT
INSERT , 1046,PARTNO , 1045,PPRINT , 1044
*END
/
*START_MAJOR_WORDS_WITH_PARAMETERS
AIR , 1011,ARCSLP , 1029,ASLOPE , 1053,AUXFUN , 1022,
BREAK , 1083,CAMERA , 1047,CHECK , 1023,CLAMP , 1060,
CLEARP , 1004,CLRSRF , 1057,COOLNT , 1030,CORNFD , 1067,
COUPLE , 1049,CUTCOM , 1007,CYCLE , 1054,DELAY , 1010,
DISPLY , 1021,DRAFT , 1059,FEDRAT , 1009,HEAD , 1002,
IFRO , 1032,INTCOD , 1020,LEADER , 1013,LETTER , 1043,
LINTOL , 1073,LOADTL , 1055,LPRINT , 1065,MACHIN , 1015,
MAGTAP , 1072,MAXDPM , 1062,MAXVEL , 1064,MCHFIN , 1018,
MCHTOL , 1016,MDEND , 1052,MDWRIT , 1051,MODE , 1003,
MOVETO , 1066,OPSKIP , 1012,ORIGIN , 1027,OVPLOT , 1042,
PBS , 1068,PITCH , 1050,PIVOTZ , 1017,PLABEL , 1061,
PLOT , 1041,PLUNGE , 1001,POSMAP , 1034,POSTN , 1024,
PPLOT , 1014,PREFUN , 1048,REGBRK , 1069,REVERS , 1008,
REWIND , 1006,ROTHED , 1035,SAFETY , 1028,SECTN3 , 1082,
SELCTL , 1056,SEQNO , 1019,SLOWDN , 1063,SPINDL , 1031,
THREAD , 1036,TMARK , 1005,TOOLNO , 1025,TPRINT , 1075,
TRANS , 1037,TURRET , 1033,VTLAXS , 1070,WCORN , 1071
*END
/
*START_MINOR_WORDS
3PT2SL , 43,4PT1SL , 44,5PT , 45,AAXIS , 140,
ADJUST , 159,ALL , 51,ANGLE , 236,ANTSPI , 176,
ARC , 87,AT , 175,ATANGL , 1,AUTO , 88,
AVOID , 173,AXIS , 84,BAXIS , 141,BCD , 165,
BINARY , 164,BISECT , 230,BLACK , 130,BLUE , 133,
BORE , 82,BOREOS , 214,BOTH , 83,BRKCHP , 206,
CAM , 169,CAXIS , 142,CBORE , 213,CCLW , 59,
CENTER , 2,CHORD , 237,CHUCK , 138,CIRCUL , 75,
CIRLIN , 126,CLEARV , 205,CLW , 60,CNSINK , 211,
COLLET , 139,COMBIN , 238,CONST , 64,CROSS , 3,
CRSSPL , 204,CSINK , 255,CURSEG , 209,CUTANG , 160,
DARK , 137,DASH , 124,DECR , 65,DEEP , 153,
DEEPHL , 207,DEPTHV , 201,DIAMTR , 203,DITTO , 127,
DOTTED , 125,DOWN , 113,DRILL , 163,DWELL , 279,
DWELLV , 208,DWL , 253,ENDARC , 58,FACE , 81,
FEED , 248,FLOOD , 89,FLOW , 239,FOURPT , 101,
FRONT , 148,FULL , 147,FUNOFY , 4,GAPLES , 180,
GENCUR , 240,GREEN , 132,HIGH , 62,HOLDER , 157,
IN , 48,INCR , 66,INTENS , 134,INTERC , 46,
INTGRV , 221,INTOF , 5,INVERS , 6,KEYBOR , 217,
LARGE , 7,LAST , 52,LATER , 252,LEFT , 8,
LENGTH , 9,LIGHT , 100,LIMIT , 207,LINCIR , 95,
LINEAR , 76,LITE , 135,LOCK , 114,LOW , 63,
MAIN , 93,MANUAL , 158,MAXRPM , 79,MED , 136,
MEDIUM , 61,MILL , 151,MINUS , 10,MIRROR , 56,
MIST , 90,MMPM , 171,MMPR , 172,MODIFY , 55,
MULTRD , 119,MXMMPM , 177,NEGX , 11,NEGY , 12,
NEGZ , 13,NEXT , 162,NIXIE , 99,NOMORE , 53,
NORMAL , 111,NOTE , 181,NOW , 161,NOX , 14,
NOY , 15,NOZ , 16,OFF , 72,OMIT , 172,
ON , 71,OPEN , 50,OPTION , 144,ORIENT , 246,
OUT , 49,PARAB , 77,PARAM , 241,PARLEL , 17,
PART , 166,PAST , 70,PEN , 128,PERPTO , 18,
PERSP , 67,PILOTD , 224,PLUS , 19,PNTVEC , 200,
POSX , 20,POSY , 21,POSZ , 22,PTNORM , 104,
PTSLOP , 103,PULBOR , 218,PULFAC , 223,QUILL , 287,
RADIUS , 23,RAIL , 93,RANDOM , 174,RANGE , 145,
REAM , 167,REAMA , 219,REAR , 149,RED , 131,
RETAIN , 171,REV , 97,REVOLV , 208,RIGHT , 24,
ROTREF , 68,RPM , 78,RTHETA , 106,RULED , 210,
SADDLE , 150,SAME , 54,SCALE , 25,SCRIBE , 129,
SEG , 242,SETANG , 156,SETOOL , 155,SFM , 115,
SIDE , 94,SLOPE , 47,SMALL , 26,SMESH , 243,
SOLID , 123,SPDRL , 210,SPECDP , 202,SPEED , 249,
SPLINE , 105,SPMIL , 212,START , 57,STEP , 92,
TANON , 109,TANTO , 27,TAP , 168,TAPKUL , 91,
THETAR , 107,THRU , 152,TIMES , 28,TO , 69,
TPMM , 178,TRANSL , 29,TRAV , 154,TRFORM , 110,
TRYBOR , 215,TRYBOS , 216,TURN , 80,TWOPT , 102,
TYPE , 98,UAXIS , 227,UNIT , 30,UP , 112,
VAXIS , 228,WAXIS , 229,WDEFAC , 222,WEIGHT , 206,
XAXIS , 84,XCOORD , 116,XLARGE , 31,XSMALL , 32,
XYOF , 209,XYPLAN , 33,XYROT , 34,XYVIEW , 120,
XYZ , 108,YAXIS , 85,YCOORD , 117,YLARGE , 35,
YSMALL , 36,YZPLAN , 37,YZROT , 38,YZVIEW , 121,
ZAXIS , 86,ZCOORD , 118,ZIGZAG , 170,ZLARGE , 39,
ZSMALL , 40,ZXPLAN , 41,ZXROT , 42,ZXVIEW , 122,
NORMDS , 707,NORMPS , 708
*END
/
*START_SYNTAXES
COOLNT/(ON,OFF,FLOOD,MIST,TAPKUL)
CUTCOM/&LEFT
CUTCOM/&LEFT,&47,&.500,&61,&60
CUTCOM/&LEFT,&47,&.500,&61,&62
CUTCOM/&OFF
CUTCOM/&OFF,&47,&.500
CUTCOM/&RIGHT
CUTCOM/(ON,OFF,LEFT,RIGHT),(XYPLAN,YZPLAN,ZXPLAN)
CUTCOM/(ON,OFF,LEFT,RIGHT),LENGTH,&LVAL
CUTCOM/(ON,OFF,LEFT,RIGHT),RADIUS,&RVAL
CUTCOM/(ON,OFF,LEFT,RIGHT),XCOORD,&XVAL,YCOORD,&YVAL,ZCOORD,&ZVAL
SPINDL/(LEFT,RIGHT),XYPLAN
SPINDL/(ON,OFF,LOCK)
SPINDL/OFF
SPINDL/RPM,&VITES
SPINDL/RPM,&VITES,(CLW,CCLW)
*END
/
*START_NC_COMMAND NC_HELICAL_INTERPOLATION
*START_SEQUENCE
HELICAL/%MFG_HELICAL_X_CENTER,%MFG_HELICAL_Y_CENTER,%MFG_HELICAL_Z_CENTER,$
%MFG_HELICAL_INDIRV_I,%MFG_HELICAL_INDIRV_J,%MFG_HELICAL_INDIRV_K,$
%MFG_HELICAL_I_AXIS,%MFG_HELICAL_J_AXIS,%MFG_HELICAL_K_AXIS,$
%MFG_HELICAL_PITCH,%MFG_HELICAL_RADIUS,%MFG_HELICAL_ANGLE,%MFG_HELICAL_HEIGHT,$
%MFG_HELICAL_ROUND,$
%MFG_HELICAL_X_END,%MFG_HELICAL_Y_END,%MFG_HELICAL_Z_END
*END
*END
/
*START_NC_COMMAND NC_DELAY
DELAY/%MFG_DELAY_VALUE,&MFG_DELAY_UNIT
*END
/
*START_NC_COMMAND NC_FEEDRATE
*START_LIST MFG_FEED_UNIT
MMPM ,MMPR
*END
FEDRAT/%MFG_FEED_VALUE,&MFG_FEED_UNIT
*END
/
*START_NC_COMMAND NC_SPINDLE_START
*START_LIST MFG_SPNDL_UNIT
RPM ,SMM
*END
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT,&MFG_SPNDL_WAY
*END
/
*START_NC_COMMAND NC_SPINDLE_LATHE
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT
*END
/
*START_NC_COMMAND NC_CHANGE_REF_PT
SWITCH/%MFG_QUADRANT
*END
/
*START_NC_COMMAND NC_SPINDLE_LOCK
SPINDL/LOCK
*END
/
*START_NC_COMMAND NC_SPINDLE_OFF
SPINDL/OFF
*END
/
*START_NC_COMMAND NC_SPINDLE
SPINDL/%MFG_SPNDL_SPEED,&MFG_SPNDL_UNIT,&MFG_SPNDL_WAY
*END
/
*START_NC_COMMAND NC_CUTCOM_ON
CUTCOM/ON
*END
/
*START_NC_COMMAND NC_CUTCOM_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_CUTCOM_LEFT
CUTCOM/LEFT
*END
/
*START_NC_COMMAND NC_CUTCOM_RIGHT
CUTCOM/RIGHT
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMDS_ON
CUTCOM/SAME, NORMDS
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMDS_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMPS_ON
CUTCOM/NORMPS
*END
/
*START_NC_COMMAND NC_CUTCOM_NORMPS_OFF
CUTCOM/OFF
*END
/
*START_NC_COMMAND NC_THREAD_TURN
THREAD/TURN
*END
/
*START_NC_COMMAND NC_THREAD_TURN_OFF
THREAD/OFF
*END
/
*START_NC_COMMAND NC_PITCH
PITCH/%MFG_THREAD_PITCH
*END
/
*START_NC_COMMAND NC_SPINDLE_ON
SPINDL/ON
*END
/
*START_NC_COMMAND NC_COMMENT
%MFG_MO_COMMENT
*END
/
*START_NC_COMMAND NC_COMPENSATION
*END
/
*START_NC_INSTRUCTION NC_HEAD_ROTATION
*START_SEQUENCE
CLAMP/OFF
ROTHED/%MFG_ABC_AXIS,%MFG_AMOUNT_ROT,%MFG_DIR_OF_ROT
CLAMP/ON
*END
*END
/
*START_NC_INSTRUCTION NC_TABLE_ROTATION
*START_SEQUENCE
CLAMP/OFF
ROTABL/%MFG_ABC_AXIS,%MFG_AMOUNT_ROT,%MFG_DIR_OF_ROT
CLAMP/ON
*END
*END
/
*START_NC_COMMAND NC_MACHINING_AXIS
*START_SEQUENCE
$$*CATIA0
$$ %MFG_NCAXIS_IDENTIFIER
$$ %MFG_NCAXIS_X_VECX %MFG_NCAXIS_X_VECY %MFG_NCAXIS_X_VECZ %MFG_NCAXIS_X_ORIG
$$ %MFG_NCAXIS_Y_VECX %MFG_NCAXIS_Y_VECY %MFG_NCAXIS_Y_VECZ %MFG_NCAXIS_Y_ORIG
$$ %MFG_NCAXIS_Z_VECX %MFG_NCAXIS_Z_VECY %MFG_NCAXIS_Z_VECZ %MFG_NCAXIS_Z_ORIG
CATMAT/%MFG_NCAXIS_X_VECX,%MFG_NCAXIS_X_VECY,%MFG_NCAXIS_X_VECZ,%MFG_NCAXIS_Y_VECX,%MFG_NCAXIS_Y_VECY,%MFG_NCAXIS_Y_VECZ,%MFG_NCAXIS_Z_VECX,%MFG_NCAXIS_Z_VECY,%MFG_NCAXIS_Z_VECZ,%MFG_NCAXIS_X_ORIG,%MFG_NCAXIS_Y_ORIG,%MFG_NCAXIS_Z_ORIG,%MFG_NCAXIS_IDENTIFIER
*END
*END
/
*START_NC_INSTRUCTION NC_ORIGIN
*START_SEQUENCE
ORIGIN/TYPE,%MFG_ORIGIN_NUMBER
*END
*END
/
*START_NC_INSTRUCTION NC_TOOL_CHANGE
*START_SEQUENCE
COOLNT/OFF
LOADTL/%MFG_TOOL_NUMBER
PPRINT %MFG_TOOL_NAME
COOLNT/%MFG_COOLNT_SNTX
RAPID
*END
*END
/
*START_NC_INSTRUCTION NC_TOOL_CHANGE_LATHE
*START_SEQUENCE
TOOLNO/%MFG_TOOL_NUMBER,TURN
*END
*END
/
*START_NC_COMMAND NC_MULTAX_ON
MULTAX/ON
*END
/
*START_NC_COMMAND NC_MULTAX_OFF
MULTAX/OFF
*END
/
*START_NC_INSTRUCTION NC_START_MACRO
*START_SEQUENCE
$$ PPTABLE: pptableFanucV1.pptable
$$ PARTNO %MFG_PROGRAM_NAME
$$ PROGRAM. %MFG_IDENTIFIER
$$ MACHINE. %MFG_MACHINE_NAME
$$ CATPROCESS. %MFG_MODEL_NAME
$$ CATPRODUCT. %MFG_PRODUCT_NAME
MULTAX/ON
*END
*END
/
*START_NC_INSTRUCTION NC_END_MACRO
*START_SEQUENCE
*END
*END
/
*START_NC_INSTRUCTION NC_BORING_SPINDLE_STOP
*START_SEQUENCE
CYCLE/LOCK,%MFG_TOTAL_DEPTH*-1,%MFG_LIFT_DIST,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BORING_AND_CHAMFERING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_DEEPHOLE
*START_SEQUENCE
CYCLE/DEEP,%MFG_TOTAL_DEPTH*-1,%MFG_AXIAL_DEPTH,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_TAPPING
*START_SEQUENCE
CYCLE/TAP,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_THREAD_WITHOUT_TAP_HEAD
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_REVERSE_THREADING
*START_SEQUENCE
CYCLE/INVERS,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BORING
*START_SEQUENCE
CYCLE/THRU,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_COUNTERBORING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_COUNTERSINKING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_DRILLING_DWELL_DELAY
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_BREAK_CHIPS
*START_SEQUENCE
CYCLE/BRKCHP,%MFG_TOTAL_DEPTH*-1,%MFG_AXIAL_DEPTH,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_REAMING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_SPOT_DRILLING
*START_SEQUENCE
CYCLE/FACE,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_DRILLING
*START_SEQUENCE
CYCLE/DRILL,%MFG_TOTAL_DEPTH*-1,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_TWO_SIDES_CHAMFERING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_BACK_BORING
*START_SEQUENCE
CYCLE/STEP,%MFG_TOTAL_DEPTH*-1,%MFG_LIFT_DIST,&MFG_FEED_UNIT,%MFG_FEED_MACH,%MFG_CLEAR_TIP,DWELLV,%MFG_DWELL_MODE,%MFG_DWELL_REVOL,%MFG_DWELL_TIME,POSZ,%MFG_JUMP_DIST
*END
*END
/
*START_NC_INSTRUCTION NC_T_SLOTTING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_CIRCULAR_MILLING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_THREAD_MILLING
*START_SEQUENCE
PPRINT CYCLE NON DECODE
*END
*END
/
*START_NC_INSTRUCTION NC_LATHE_THREADING
*START_SEQUENCE
PPRINT PAS DE CYCLE SUR FANUC
*END
*END
/
*START_NC_COMMAND NC_SYNCHRONISATION
PPRINT PAS DE CYCLE SUR FANUC
*END
/
*START_NC_COMMAND NC_AXIS_MOVE
MOVE,%MFG_NCAXIS_NAME,%MFG_AXIS_POSITION
*END
/
*START_NC_COMMAND NC_AXIS_LOCK
CLAMP/%MFG_AXIS_LOCK_STATUS,%MFG_NCAXIS_NAME
*END
/
bruno18100- actif
- Messages : 39
Date d'inscription : 25/06/2012
Localisation : vierzon
Contenu sponsorisé
Page 2 sur 2 • 1, 2
» table de perçage
» utilisation table de parametrage
» changement de police d'une table catia
» Paramètres catia via table de paramétrages excel
» REALISATION D UN TCN 2 AXES SOUS CATIA
» utilisation table de parametrage
» changement de police d'une table catia
» Paramètres catia via table de paramétrages excel
» REALISATION D UN TCN 2 AXES SOUS CATIA
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum